Spesifikasi Kanggo Sistem Uji Pamisahan Gambar Sekunder Online
Sistem Uji Pamisahan Gambar Sekunder online bisa diintegrasikan menyang lini produksi kaca ngarep otomotif kanggo ngukur sudut pamisahan gambar sekunder kaca ngarep otomotif. Sistem uji iki ngrampungake pangukuran nilai pamisahan gambar sekunder saka titik-titik khusus ing sampel sudut instalasi sing wis ditemtokake miturut rencana uji coba lan bakal menehi tandha yen ana nilai sing ora normal. Asil kasebut bisa direkam, dicithak, disimpen, lan diekspor. Sistem multi-sensor bisa diintegrasikan bebarengan miturut syarat kinerja pangukuran.
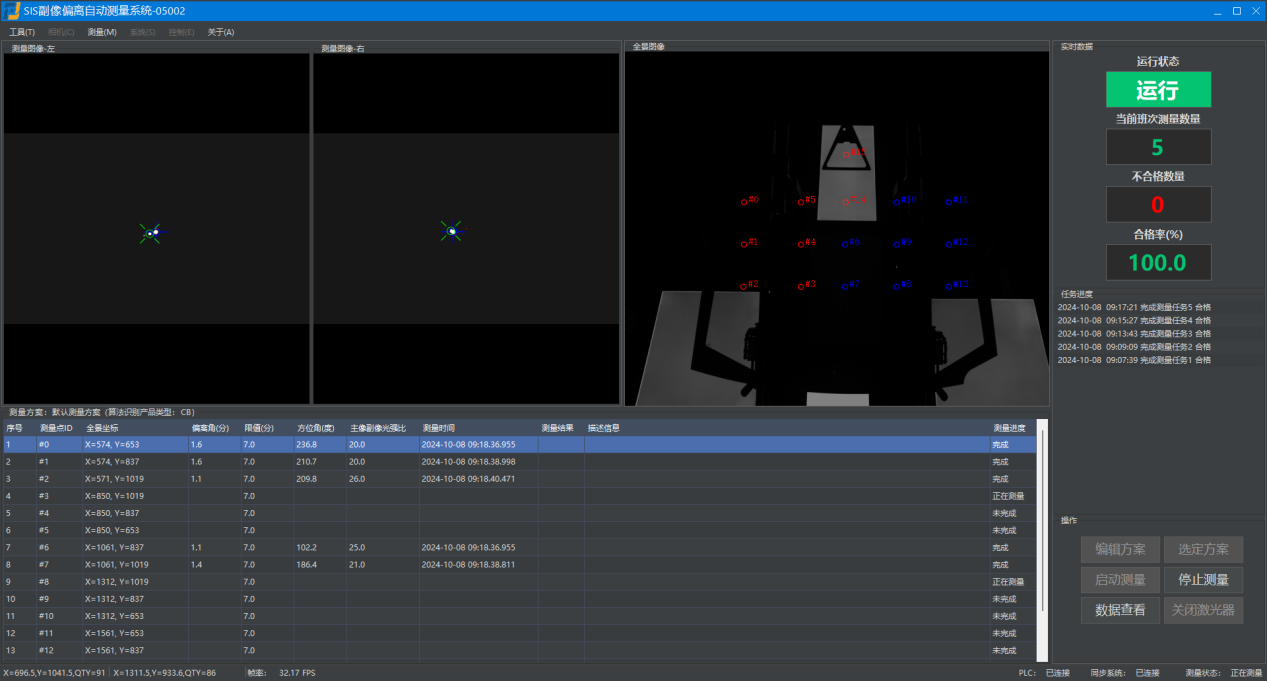
antarmuka piranti lunak
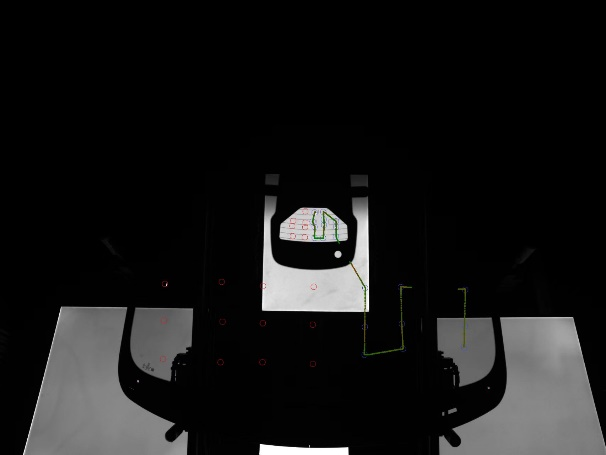
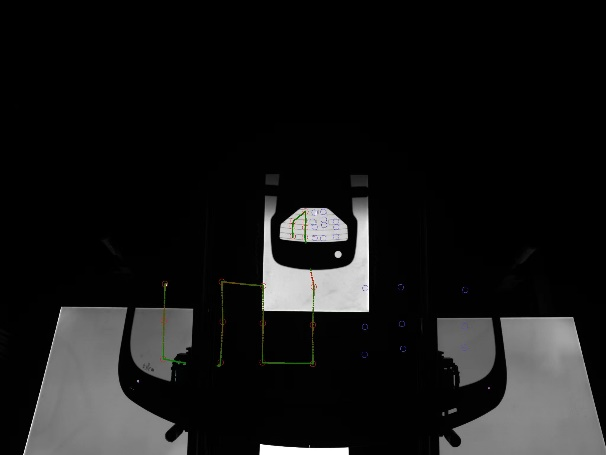
Tampilan asil pemindaian sensor ganda
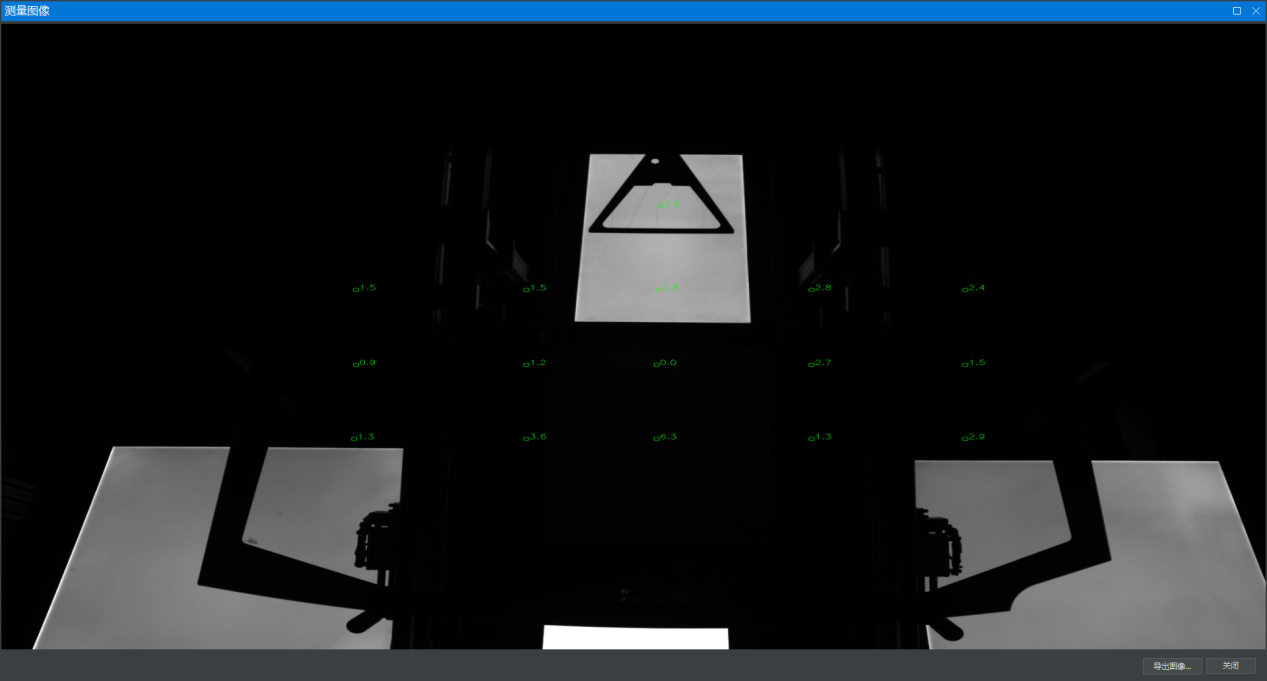
Asil poin penting
Ingotomatistegangan pinggirmeterkalengngukurdistribusi stres (saka kompresi nganti tegangan)ing sawijining wektukanthi kecepatan sekitar 12Hz lanasilé akurat lan stabilIkubisa nyukupi kabutuhan kanthi cepet lan komprehensifpangukuran lan tesing produksi pabrik.Kanthifitursaka sukuran mall, struktur kompaklangampang digunakake, tdhèwèkémeter ikuuga cocok kanggo kontrol kualitas, titikmriksalan syarat liyane.
conto
Rentang ukuran sampel: 1.9 * 1.6 meter (disesuaikan miturut kabutuhan)
Rentang sudut instalasi sampel: 15 °~75 ° (ukuran sampel, rentang sudut instalasi, rentang pangukuran, lan rentang gerakan sistem mekanik ana gandheng cenenge lan kudu disesuaikan miturut syarat)
Kinerja sakabèhé
Pengulangan pangukuran titik tunggal: 0.4' (sudut deviasi gambar sekunder <4'), 10% (4' ≤ sudut deviasi gambar sekunder <8'), 15% (sudut deviasi gambar sekunder ≥ 8')
Kacepetan Pangukuran: 40 titik kunci sajrone 80 detik (disesuaikan)
Parameter sistem sensor cahya laser
| Rentang pangukuran: 80' * 60'Nilai minimal: 2'Resolusi: 0.1' | Sumber cahya: laserPanjang gelombang:532nmDaya: <20mw |
Parameter Sistem Visi
| Rentang pangukuran:1000mm * 1000mm | Akurasi posisi:1mm |
Parameter sistem mekanik (disesuaikan miturut kabutuhan)
| Rentang ukuran sampel:1.9*1.6m/1.0*0.8m.Cara fiksasi sampel: 2 posisi ndhuwur lan 2 posisi ngisor, aksisimetris.Patokan pitungan kanggo sudut instalasi: bidang sing kasusun saka patang titik tetep ing sampel.Rentang pangaturan sudut instalasi conto: 15°~75°.Ukuran sistem: dawa 7 meter * amba 4 meter * dhuwur 4 meter. | Sumbu sistem: x minangka arah horisontal, z minangka arah vertikal.Jarak arah-X: 1000mm.Jarak arah-Z: 1000mm.Kacepetan terjemahan maksimal: 100mm/Detik.Akurasi posisi terjemahan: 0.1mm. |
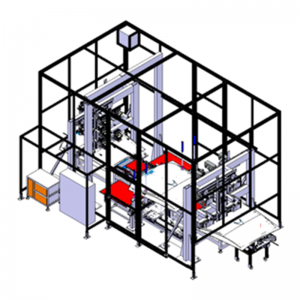
Solusi 1
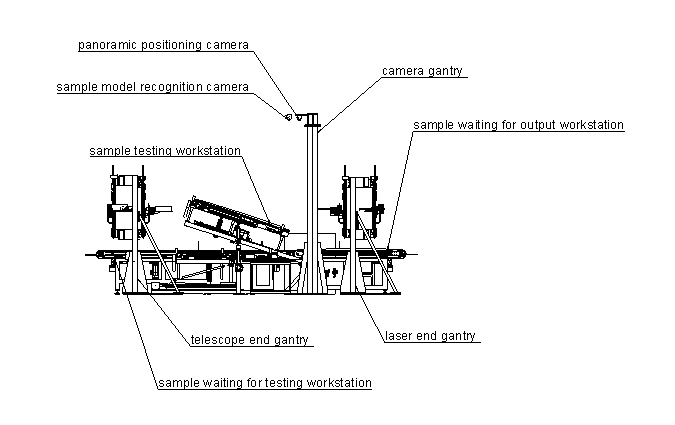
Bagian mekanik utamane digunakake kanggo mindhah sampel kaca ngarep, nyetel postur sampel menyang sudut instalasi, lan mbantu Sistem Uji Pamisahan Gambar Sekunder ngrampungake pangukuran.
Bagean mekanik dipérang dadi telung stasiun kerja: stasiun kerja ngenteni sampel kanggo uji coba, stasiun kerja nguji sampel, lan stasiun kerja ngenteni sampel kanggo output (opsional).
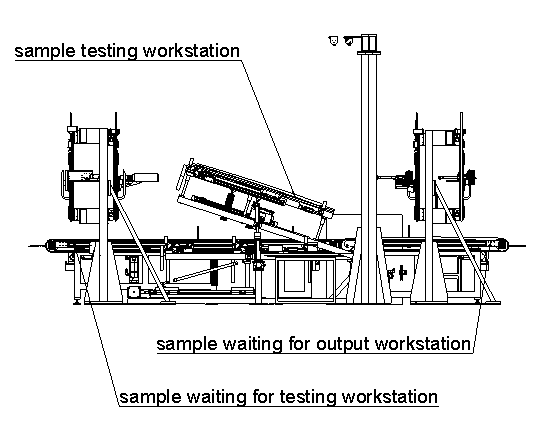
Proses dhasar saka uji coba sampel yaiku: sampel mili saka jalur produksi menyang stasiun kerja sampel sing lagi ngenteni uji coba; Banjur mili saka stasiun kerja sampel sing lagi ngenteni uji coba menyang stasiun kerja uji coba sampel, ing ngendi sampel diangkat menyang posisi uji coba, diputer menyang sudut instalasi, lan disejajarkan; Banjur Sistem Uji Pemisahan Gambar Sekunder miwiti ngukur sampel. Sampel sing wis diuji mili metu saka stasiun kerja uji coba sampel menyang jalur produksi utawa stasiun kerja sampel sing lagi ngenteni output.
Cakupan pasokan
1, telung stasiun kerja
2, Sistem Uji Pamisahan Gambar Sekunder
Antarmuka
Sabuk konveyor mlebu stasiun kerja pertama lan sabuk konveyor metu stasiun kerja katelu
Solusi 2
Bagian mekanik utamane digunakake kanggo mindhah sampel kaca ngarep, nyetel postur sampel menyang sudut instalasi, lan mbantu Sistem Uji Pamisahan Gambar Sekunder kanggo ngrampungake pangukuran.
Bagean mekanik dipérang dadi telung bagean: jalur produksi, manipulator, lan stasiun kerja uji coba. Stasiun kerja uji coba dumunung ing jejere jalur produksi. Kaca dijupuk dening manipulator lan diselehake ing stasiun kerja uji coba. Sawise pangukuran rampung, kaca banjur diselehake maneh ing jalur produksi dening manipulator.
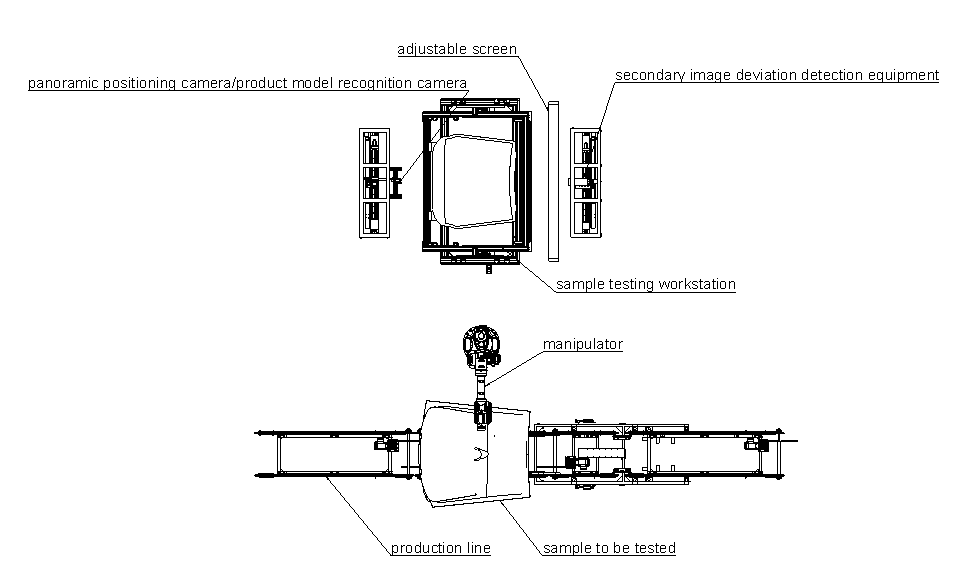
Stasiun kerja uji dilengkapi braket pangukuran sampel. Sudut braket pangukuran sampel bisa diputer kanggo simulasi kahanan instalasi sampel sing nyata lan nyetel menyang sudut instalasi sing cocog sadurunge nyelehake sampel. Sampel dijupuk saka sabuk konveyor lan diselehake ing braket pangukuran sing wis disetel. Posisi penyelarasan ditindakake ing braket.
Proses dhasar saka uji coba sampel yaiku: Braket muter sampel menyang sudut instalasi. Sampel mili saka jalur produksi menyang posisi cekelan, ing ngendi manipulator njupuk kaca lan nyelehake kaca kasebut ing stasiun kerja uji coba. Lan sawise pangukuran, sampel dijupuk bali menyang jalur produksi dening manipulator lan mili metu.
Cakupan pasokan
1, Stasiun kerja pengujian
Antarmuka
Braket sistem pengujian.
manipulator dening klien
Pangujian kudu ditindakake ing kamar peteng, lan pelanggan kudu nyiyapake tutup gedhe amarga kamar peteng kasebut
Bagean sing disesuaikan
1. Ukur braket dhukungan adhedhasar ukuran sampel, area pangukuran, lan sudut instalasi.
2. Nemtokake cacahing sistem sensor pangukuran adhedhasar rentang pangukuran, cacahing titik pangukuran, lan syarat siklus pangukuran.
Syarat ing situs
Ukuran situs: dawane 7 meter * ambane 4 meter * dhuwure 4 meter (ukuran situs pungkasan bakal ditemtokake adhedhasar pilihan sing disesuaikan)
Catu daya: 380V
Sumber gas: Tekanan sumber gas: 0.6Mpa, diameter njaba pipa intake: φ 10